Food production environments require reliable equipment that keeps packaging lines operating smoothly while maintaining strict hygiene standards. A well-designed food packaging conveyor plays a central role in efficiently moving products through the processing, inspection, and packaging stages. System design directly affects throughput, product handling, and operational reliability.
Food processing facilities often evaluate whether modular conveyor systems or custom-engineered systems better support production goals. Both approaches offer advantages depending on product type, facility layout, and processing requirements. Leading food conveyor manufacturers typically analyze operational needs carefully before recommending a system configuration.
Understanding Food Packaging Conveyor Systems
Conveyor systems used in food packaging environments are designed to move products through multiple production stages while maintaining product integrity and sanitary operation. These systems transport items from processing areas to packaging stations and final packing lines.
A reliable food packaging conveyor must support consistent product flow, easy cleaning, and stable operation under continuous production schedules. Design considerations often include belt materials, washdown compatibility, and system layout efficiency.
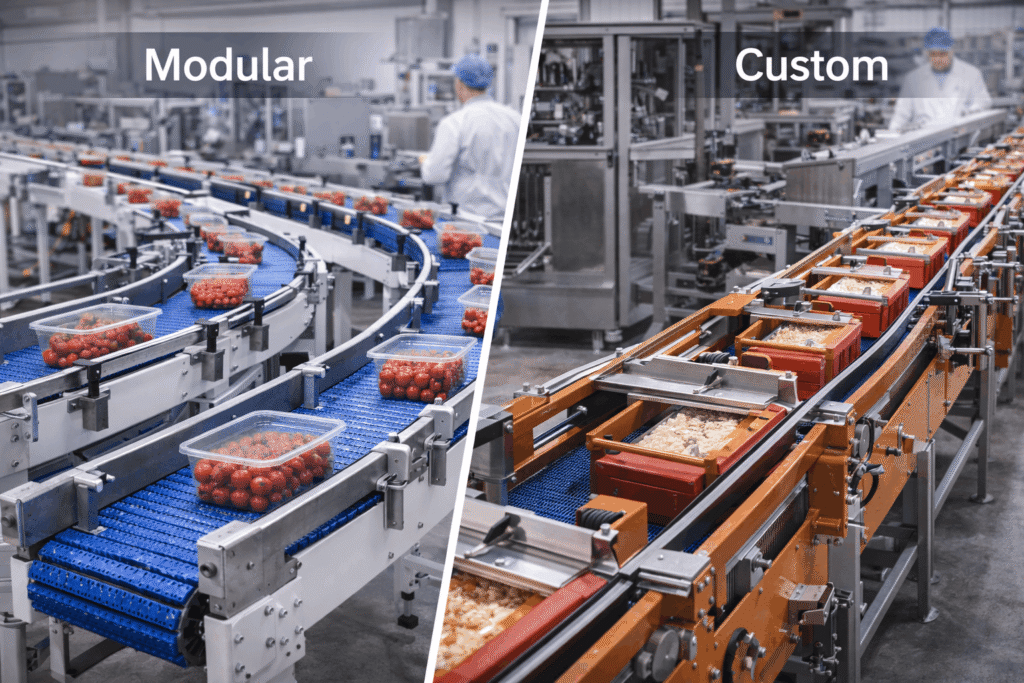
What Are Modular Food Packaging Conveyor Systems?
Modular conveyor systems consist of standardized components that can be assembled into various configurations. These systems typically include modular plastic belts, interchangeable sections, and adjustable support structures.
Many food conveyor manufacturers recommend modular systems for facilities that require flexible layouts and easy expansion. Modular designs allow sections to be replaced or reconfigured without replacing the entire conveyor system.
What Are Custom Food Packaging Conveyor Systems?
Custom conveyor systems are engineered specifically for a facility’s production requirements. These systems are designed to match unique facility layouts, product handling needs, and operational constraints.
Custom-built food packaging conveyor systems often include specialized belt designs, integrated automation features, and layouts optimized for complex production environments. Custom engineering allows manufacturers to address space limitations, product handling challenges, and specialized processing steps.
Key Factors Top Food Conveyor Manufacturers Evaluate
Before recommending a system design, food conveyor manufacturers typically assess several operational factors. These include production volume, product size and weight, sanitation requirements, and facility layout.
Other considerations involve automation integration, maintenance accessibility, and system scalability. These factors help determine whether a modular or custom conveyor solution will support long-term production performance.
Performance Comparison: Modular vs Custom Food Packaging Conveyor Systems
Both conveyor approaches offer advantages depending on operational priorities. Modular systems provide flexibility and simplified maintenance because components can be replaced individually.
Custom systems provide higher levels of optimization for specific production lines. These designs often support unique product handling requirements and complex facility layouts that modular systems may not address efficiently.
When Top Food Conveyor Manufacturers Recommend Modular Systems
Modular systems are commonly recommended for facilities that require flexible production lines and the ability to expand operations over time. These systems are also beneficial when production environments require quick component replacement and simplified maintenance.
Facilities with standardized product sizes and predictable packaging processes often benefit from modular conveyor configurations.
When Top Food Conveyor Manufacturers Recommend Custom Systems
Custom conveyor systems are often recommended for complex production environments where facility layout, product characteristics, or automation requirements require specialized engineering.
Custom designs support optimized product flow, integrated processing stages, and improved operational efficiency in facilities with unique manufacturing constraints.
Common Mistakes When Choosing Between Modular and Custom Systems
One common mistake involves selecting a system based solely on initial cost rather than long-term operational performance. Lower upfront costs may lead to operational limitations as production demands increase.
Another issue arises when facilities choose modular systems for complex production layouts that require custom engineering. Careful evaluation of production requirements helps ensure the correct conveyor strategy is selected.
Choosing the Right Food Packaging Conveyor Strategy
Selecting the appropriate conveyor system depends on production requirements, facility layout, and long-term operational goals. Both modular and custom systems offer advantages when designed correctly for specific food processing environments.
Conovey provides advanced food packaging conveyor solutions designed to support efficient food production and packaging operations. Facilities seeking reliable conveying systems benefit from working with experienced food conveyor suppliers that can deliver dependable equipment and long-term system support.
Connect with Conovey today to strengthen packaging line performance and maintain reliable production flow.



